Lézer technológia


Bérvágást vállalunk:
Bővebb információkért kattintson az alábbi képre ↓

A technológiáról |
Lézer technikák |
|---|---|
|
A termelékenység, gazdaságosság és minőség iránt támasztott növekvőkövetelmények új eljárások kifejlesztését ösztönzik a hegesztés és vágás területén is. Ez ad lökést többek közt a lézertechnológia fejlődésének is, amely mára számos megmunkálási folyamatban nélkülözhetetlenné vált. A "LASER" (lézer) kifejezés egy mozaik szó: a Light Amplification by Stimulated Emission of Radiation (fényerősítés a (fény)sugárzás indukált/stimulált emissziójával) meghatározás szavainak kezdőbetűiből ered. A lézersugárzás úgy keletkezik, hogy egy lézer médiumot koncentrált energiának tesznek ki. A lézer médium lehet egy kristály (Nd:YAG, Nd:YLF, stb.) vagy egy gáz keverék (CO2, Hélium-neon, stb.), amit gerjesztenek, vagy "pumpálnak", hogy spontán fény kibocsátásra késztessék. Olyan energiaforrás kell a gerjesztéshez, amely koncentrált energiát képes kibocsátani, mint például egy nagy intenzitású lámpa, elektronos kisülés, vagy akár egy másik, pl. dióda lézer. A lézer médiumot két tükör közé helyezik, amely egy un. rezonátor teret alkot. Itt a keletkező fény egyre jobban felerősödik és egy adott hullámhosszú lézerfény alakul ki. A tükrök egyike, részben-áteresztő és az adott hullámhosszat elért lézerfényt kiengedi a lézer egységből. A lézersugár ezután fókuszáló lencsén halad át és nagy energiájú fény-nyalábbá alakul.
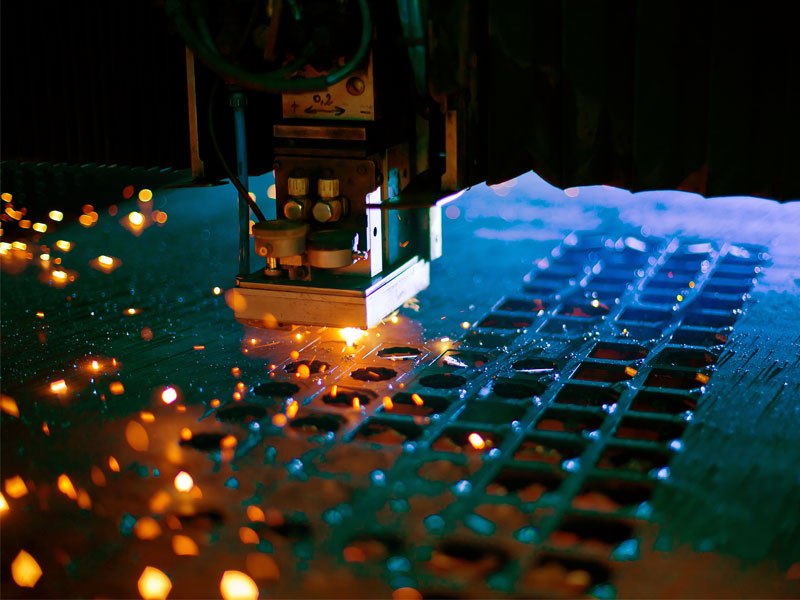
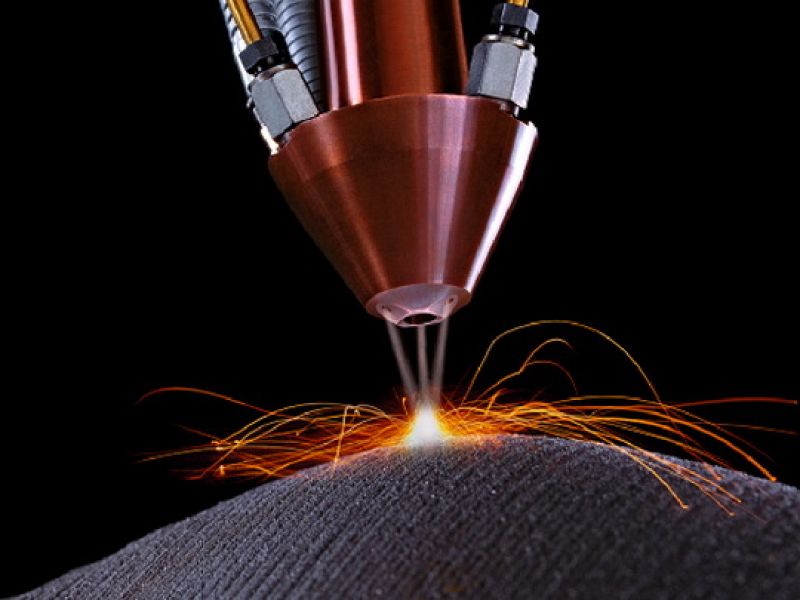
A lézersugár hasznaA kivételes dinamikájának és különlegesen nagy energiasűrűségének köszönhetően a lézernyaláb anyagmegmunkálásra is használható. A lézer számos anyagmegmunkálási módszerre alkalmazható a jellemzőinek változtatásával, de a legelterjedtebb felhasználása az anyagok elpárologtatása vagy megolvasztása. Tükrök segítségével a lézersugár nagy távolságokra is eljuttatható hatékonyságának különösebb csökkenése nélkül. A tükröket vagy egy precíz X-Y plotter mechanika vagy nagy sebességű galvanometrikus rendszer (GALVO lézer) mozgathatja. A Trotec jellemzően zárt csöves CO2 gázlézereket vagy dióda pumpált szilárdtest Nd:YAG lézereket épít be gépeibe, mivel ezek a típusok biztosítnak a leginkább egyenletes és megbízható lézerteljesítményt. A lézersugár sokoldalú, érintés-mentes és soha el nem kopó vagy ki nem csorbuló "szerszáma" az anyagmegmunkálásnak, amellyel gazdaságos a működés és egyszerűen üzembe helyezhető. A lézer ideális a gravírozáshoz, jelöléshez, maráshoz, karcoláshoz és kivágási feladatokhoz. Szinte minden anyag megmunkálásához van megfelelő típusú és teljesítményű lézer! Alkalmazási példák
Vágható anyagok
|
Gravírozás Gravírozás során az anyag elpárolog vagy elég a lézersugár hatására. Ennek elérésére a lézer erejének meg kell haladnia egy adott határértéket. Ez a határ igen magas olyan jól vezető anyagok esetében, mint a fémek, és alacsony a lézert jól elnyelő sötét, nem vezető anyagokon, mint pl. egyes fa típusok. Az eredmény gyakran kúpszerű bemélyedések sora, amelyet a lézer alakja és az anyag hővezető tulajdonságai befolyásolnak. A gravírozás a legelterjedtebb lézeres anyag-megmunkálási technika. Párologtatás A párologtatás során, az anyag bevonata illan el. A vékony bevonatok mint a festés és az eloxáció különösen alkalmas a lézeres eltávolításra. Már kis energiával is kontrasztos minta hozható létre, mert ezek a bevonatok jól elnyelik a lézersugarat. Lakkozott műanyagokon az éjjel-nappal minták, pl. az autók műszerfalának gombjain, így készíthetők el a lézerrel a festékréteg eltávolításával. Olvasztás/lágyítás Kontrasztos jelölések hozhatók az olvasztással fém felületeken. Égetés Megfelelő erősségű lézerrel a fa felületek akár szenesre égethetők. Jellemzően csak a barnítás, kontraszt kialakítása a feladat, amely pontosan szabályozható a Trotec lézerek fejlett vezérlésével. A fémek jelölésekor pedig egy hatékony módszer a speciális lézer paszta (Trotec Metalfix) ráégetése a lézersugár segítségével. A bevonat lézerrel nem égetett része a fém felületről lemosható. Domborítás Alkalmanként a domborítás a legmegfelelőbb technika a jelölésre. Műanyagokon hozható létre és jól látható, mert a lézer által kezelt felület kis mértékben kidomborodik a síkból. A lézer hatására felmelegedő műanyagból gázok lépnek ki és a buborékok az anyag hűlésekor a felületen tapadnak, így jön létre a kidomborodó felület. Elszínezés vagy fehérítés Ez a technika csak műanyagokon alkalmazható és a lézer hullámhossza határozza meg az eredményt. Többnyire Nd:YAG lézerekkel jöhet létre (persze kivételek itt is vannak.) A technika alkalmazása során a lézerhullámok behatolnak az anyag felületén és a szín pigmentekben nyelődnek el. Ekkor a pigmentek kémiailag megváltoznak és színváltozást okoznak. Mivel a változások az anyag belsejében történnek a felület nem sérül. A színváltozás mértéke a pigmentek és az anyag, valamint a lézertípus, hullámhossz, és erő eredője. Vágás, perforálás, riccelés Klasszikus ipari alkalmazás a lézeres vágás. A perforálás lényegében vágás gyakori szünetekkel, azaz ismétlődő lyukasztás egy adott vonal mentén. A riccelés két rétegű anyagok felső rétegének átvágás, az alsó meghagyása mellett (pl. öntapadó etikett címkék). A vágás jellemzően nagy lézer energiát (erőt) igényel. Minél inkább vezető tulajdonságú az anyag annál erősebb lézer kell az elvágáshoz. Az erő emelését igényli az is ha az átvágandó lemez vastagsága növekszik. A legtöbb vágásnál védő és/vagy segédgáz befújás szükséges. Ezek a különböző nyomáson befújt különböző gázok emelik a lézer hatékonyságát, javítják a vágás minőségét és óvják az optikai rendszert a freccsenő olvadékoktól. A vágást segítendő oxigént, az égést gátolni nitrogént vagy CO2-t alkalmaznak. A vágási rést a lézer sugár átmérője és alakja valamint az alkalmazott lencsék fókusztávolsága határozza meg. Minél szélesebb a lencse előtt a lézersugár és minél rövidebb a lencse fókusztávolsága, annál kisebb átmérőjű lézer foltot kapunk a fókuszpontban, viszont annál rövidebb távon tartja az erejét a fókuszpont alatt és felett a lézersugár. Ezek a nagyfelbontású lencsék, amelyekkel igen aprólékos és részletgazdag gravírozások és kis anyagveszteséggel járó vágások készíthetők (pl. 1,5" - 3,81 cm fókusztávolságú lencse). A lencse fókusztávolságának növelésével nyújtható az a fókuszponttól mért távolság ahol a lézer keveset veszít az erejéből. Az ilyen lencsékkel könnyebb a vastag anyagokat átvágni (pl. 2,5" - 6,35 cm vagy 5,0" - 12,7 cm fókusztávolságú). Így viszont nő a foltátmérő és ezzel együtt a vágási rés, azaz a vágás során elpárolgó, elolvadó, hamuvá és porráváló anyagsáv szélessége. Mindezek a távolságok és szelességek a milliméter törtrészei vagy néhányszoros többszörösei között változnak a lencsék típusával arányban. |
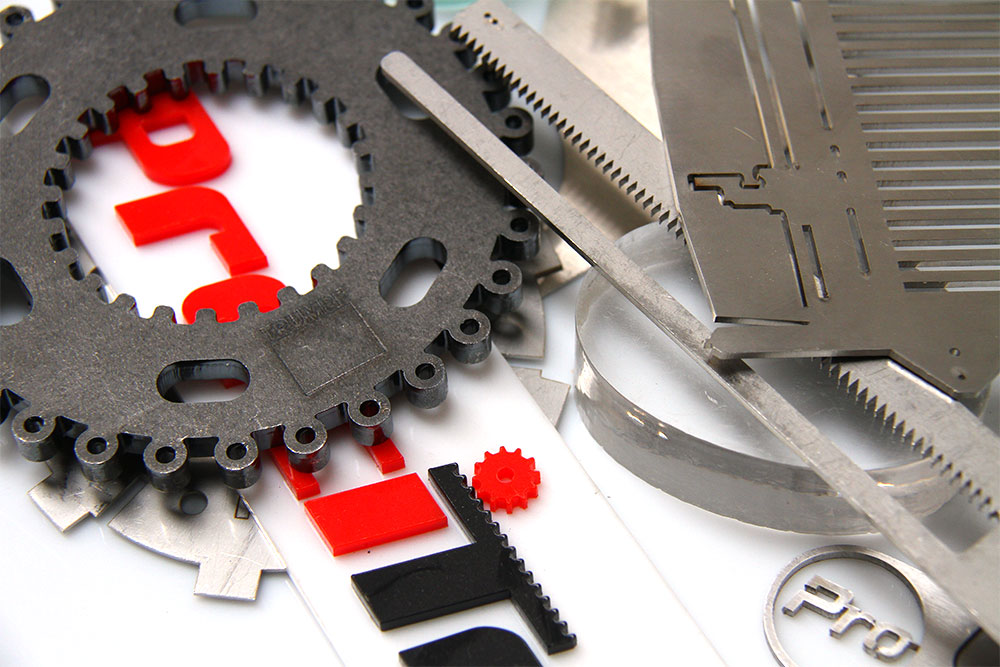
Lézervágott alkatrészek









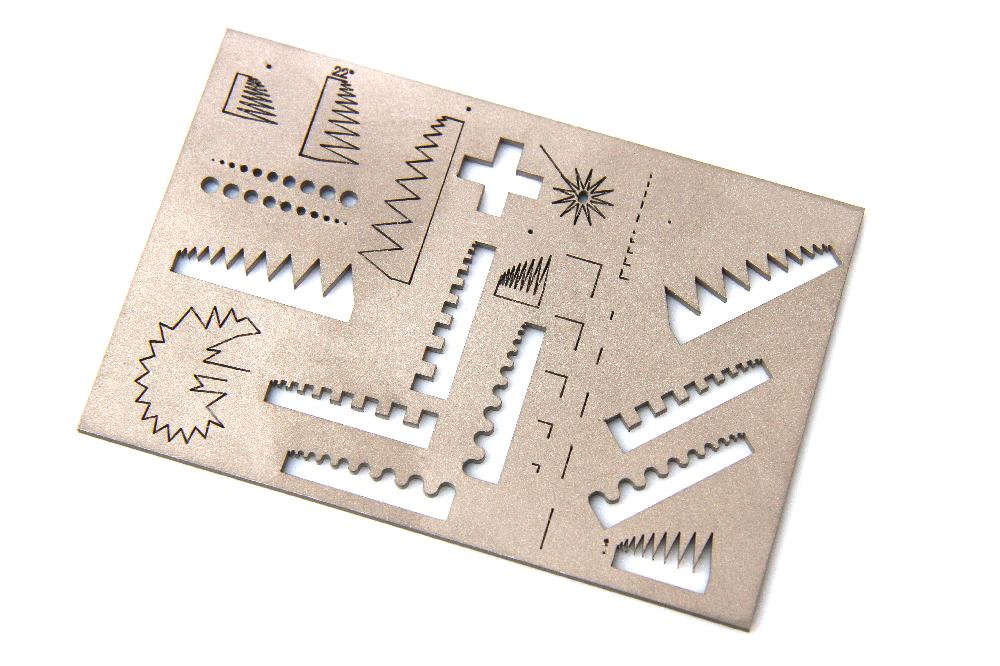
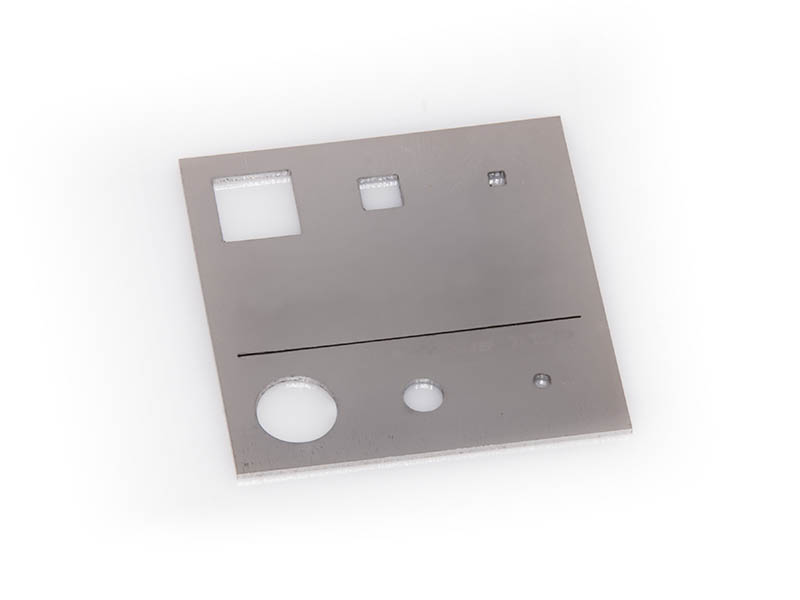
Tekintse meg lézer technológia katalógusunkat!
![]()
Összehasonlító táblázat
| Vágható anyagok |
Láng | Lézer | Marás | Plazma | Víz |
|---|---|---|---|---|---|
| Lágyvas | x | x | x | x | x |
| Szénacélok | x | x | x | x | |
| Rozsdamentes acél | x | x | x | ||
| Alumínium | x | x | x | x | |
| Titánium | x | x | x | x | |
| Króm és Kobalt ötv. | x | x | x | ||
| Réz | x | x | x | x | |
| Bronz | x | x | x | ||
| Cink | x | x | x | ||
| Plexi | x | x | x | ||
| Polikarbonát | x | x | |||
| Habosított anyagok | x | x | x | ||
| PVC | x | x | |||
| PET | x | x | x | ||
| Egyéb műanyagok | x | x | x | ||
| Gumi | x | ||||
| Fa | x | x | x | ||
| Márvány, műkő | x | x | |||
| Gránit | x | ||||
| Üveg | x |