Plazma technológia




Bérvágást vállalunk:
Bővebb információkért kattintson az alábbi képre ↓

A technológiáról |
Plazmavágási eljárások |
|---|---|
|
Plazmának nevezzük a magas hőmérsékleten elektromosan vezető ionizált gázt, amely egszerre tartalmazza a pozitív és negatív töltésű részecskéket,valamint a gerjesztett semleges molekulákat és atomokat is magába foglalja. A plazmavágás egy olyan termikus vágási eljárás, amelynek során szűkített ívet használnak. A plazmavágás ezen technológiáját már az 1950-es évektől alkalmazzák fémek vágására. Mivel a vágás során nem megy végbe hőtermelő folyamat, a vágandó anyag nem ég el. Az ív akkor jön létre, ha elektromos áram folyik a nem megolvadó elektródtól az elvágandó, elektromosan vezető munkadarab felé. A plazmavágó egy nagyfeszültségű kimenettel rendelkező áramátalakító, a feszültség gerjeszti a gáz atomjait, és hozza azokat plazma állapotba. A munkadarab megolvasztásához szükséges energiát egyrészről ez a plazmasugár, másrészről a villamos ív szolgáltatja. A gázok a villamos ív hatására részben felbomlanak és ionizálódnak –elektromos vezetővé,plazmává válnak – az ívben, majd a magas hőmérséklet következtében a hangsebesség többszörösével elindulnak a megmunkálandó terület felé. Amint a nagy enegiasűrűségű plazmaív eléri a munkadarab felületét,felszabadul az ívben tárolt energia és megolvasztja a munkadarabot. A vágandó résben az intenzív és erősen koncentrált, nagy mozgási energiájú plazmasugár kinetikus energiája lehetővé teszi az olvadt anyag kiszorítását a munkadarabon lévő vágási résből. Plazma- és védőgázokNapjainkban számos variáció létezik a gázok és gázkeverékek illetve azok arányainak használatára. Ezeket a gázokat a tulajdonságaiknak megfelelően használják a vágási műveletek során.Az alkalmazott gáz típusa attól is függ, hogy adott esetben milyen anyagminőséget szeretnénk vágni. Plazmagázok
Védőgázok
Védőgáz helyett nagyon gyakori a víz használata. |
|
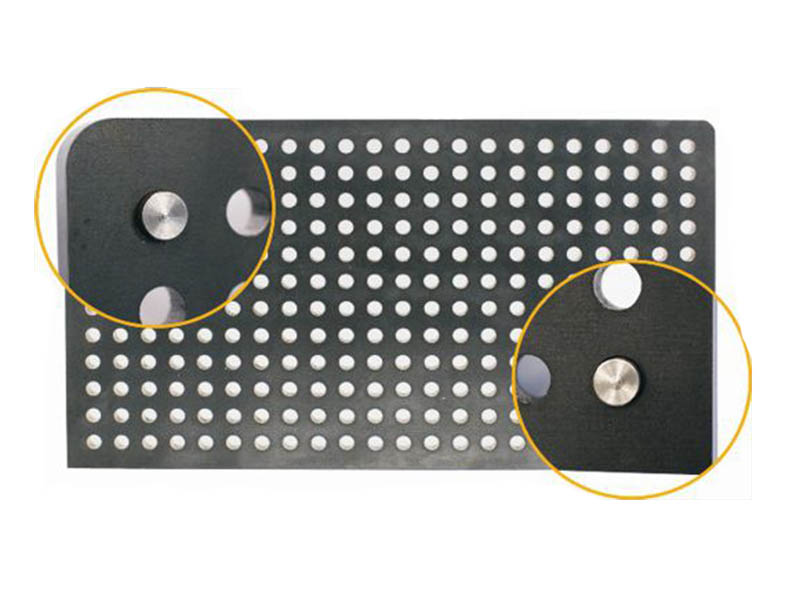
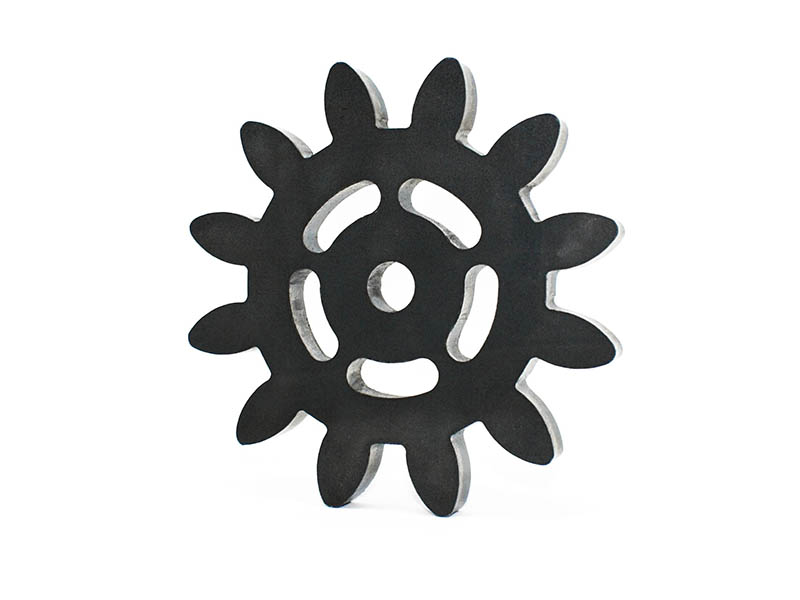
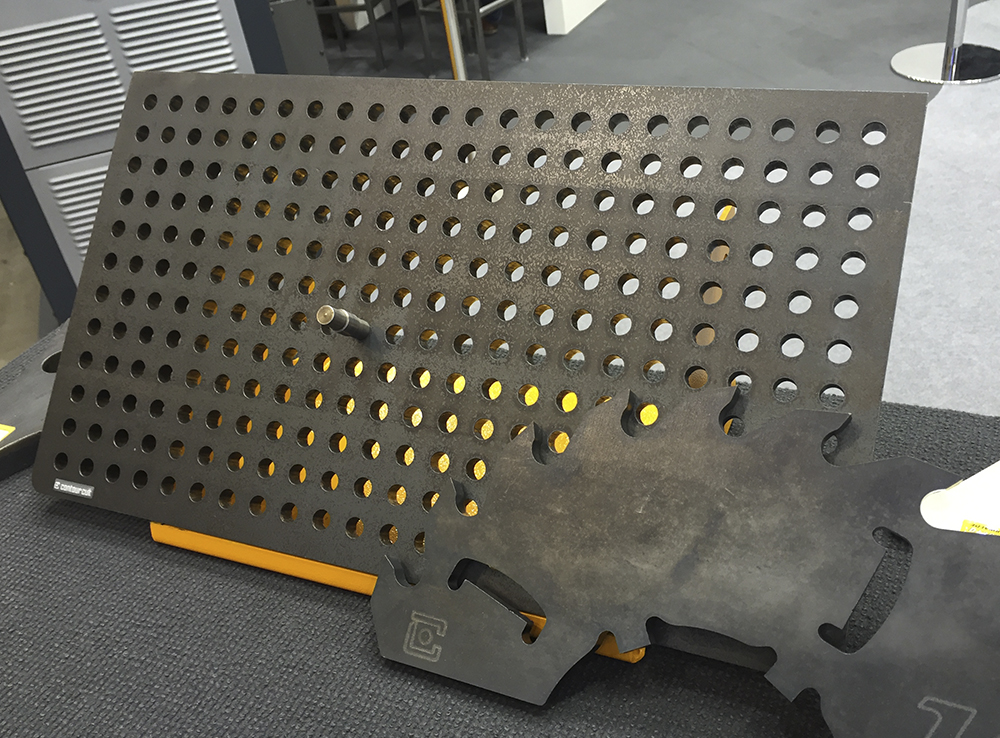
Plazmavágott alkatrészek














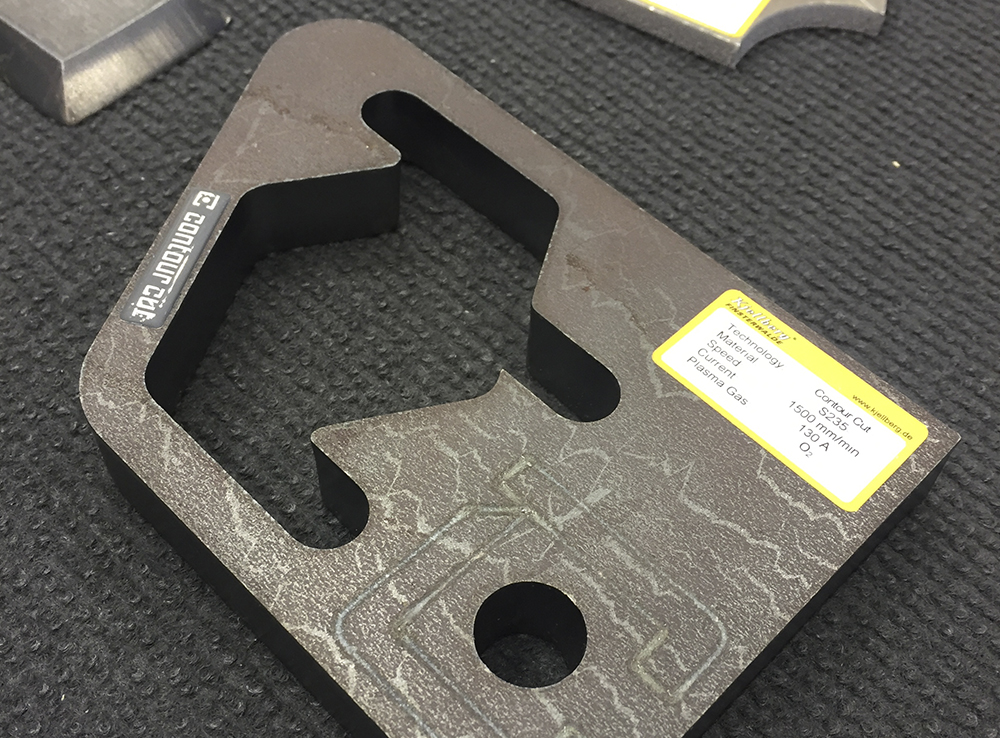


Tekintse meg plazma technológia katalógusunkat!
![]()
Összehasonlító táblázat
| Vágható anyagok |
Láng | Lézer | Marás | Plazma | Víz |
|---|---|---|---|---|---|
| Lágyvas | x | x | x | x | x |
| Szénacélok | x | x | x | x | |
| Rozsdamentes acél | x | x | x | ||
| Alumínium | x | x | x | x | |
| Titánium | x | x | x | x | |
| Króm és Kobalt ötv. | x | x | x | ||
| Réz | x | x | x | x | |
| Bronz | x | x | x | ||
| Cink | x | x | x | ||
| Plexi | x | x | x | ||
| Polikarbonát | x | x | |||
| Habosított anyagok | x | x | x | ||
| PVC | x | x | |||
| PET | x | x | x | ||
| Egyéb műanyagok | x | x | x | ||
| Gumi | x | ||||
| Fa | x | x | x | ||
| Márvány, műkő | x | x | |||
| Gránit | x | ||||
| Üveg | x |








































